
Oltre alla posateria, anche il pentolame è il fiore all’occhiello della produzione Sambonet e l’eccellenza che ha portato Paderno a conquistare il ruolo di leader nel mondo della cucina professionale.
Sia che si rivolgano al canale retail che a quello Ho.Re.Ca., pentole e padelle sono frutto dell’esperienza e del know-how degli operatori, oltre che dell’innovazione tecnologica che ha contraddistinto la produzione dell’azienda nel corso degli anni.
Procedimenti e materie prime assumono un’importanza fondamentale per queste realizzazioni: dallo spessore al tipo di acciaio utilizzato, ogni fattore influenza il processo e il conseguente risultato finale.
“Tutto parte da un disco realizzato in acciaio inox o alluminio” – spiega Gianluca Campanella, in azienda dal 2003. “A seconda della linea e dal design da ottenere, anche le tecniche utilizzate differiscono per numero di fasi e per lavorazione. Alcune collezioni prendono vita e forma da un ciclo di imbutitura del disco d’acciaio o di alluminio, altre, invece, richiedono una ulteriore e sofisticata fase di lavorazione: la fluotornitura".

Le diverse fasi di creazione del corpo di una pentola.
Nel primo caso, il disco viene posto su uno stampo cilindrico che, attraverso una pressione meccanica, conferisce la tipica forma cilindrica della pentola. Questa fase può essere ripetuta più volte, fino all’ottenimento della profondità e delle caratteristiche che ciascuna referenza dovrà avere. Successivamente, in caso di bordo a versare, il corpo viene tranciato e rifinito per poi passare alla successiva sbavatura.
Per le linee di pentolame più caratterizzanti dell’azienda, invece, si procede con la fluotornitura. I cilindri di acciaio ottenuti dopo i cicli di imbutitura vengono collocati in uno speciale macchinario dove, calzati su una base rotante, vengono lavorati con tre rulli disposti a 120°. Questi ultimi e il punzone girano in senso opposto e, incontrando il materiale, lo comprimono, assottigliandone lo spessore e“stirando” il corpo, facendogli così assumere la profondità desiderata.
Successivamente a entrambi le fasi, un ciclo di lavaggi provvede a eliminare oli e altri residui di lavorazione.
Una volta ottenuto il corpo della pentola, è necessario dotarla di un fondo. Sia che si tratti di un fondo sandwich – costituito da un triplo strato acciaio-alluminio-acciaio – o di un fondo incapsulato – ossia composto da una lastra di alluminio contenuta all’interno di una capsula – il processo seguito è quello della saldobrasatura. Una speciale miscela di polvere metallica e preparati disossidanti viene applicata manualmente su ogni singolo strato. La pentola viene quindi lavorata in speciali impianti: per mezzo di induttori elettrici e pressione, i vari strati vengono brasati tra di loro e con il corpo della pentola. In questa fase i parametri operativi e le regolazioni dell’impianto assumono un’importanza fondamentale: se la potenza o la pressione sono eccessive, o troppo basse, non si ottiene l’attacco omogeneo del fondo. Proprio per questo, per verificare la qualità della saldatura, si effettuano controlli qualitativi e prove distruttive a campione su ogni lotto produttivo. Successivamente alla brasatura, la pentola viene sottoposta a centinatura e a shock termico con acqua, quindi il fondo viene tornito per asportare gli eccessi e le sbavature della saldatura.

Controllo manuale per verificare la tenuta della saldobrasatura.

Pentole all’uscita dal tunnel di lavaggio
 Pentola dopo lo stress-test. Il carico statico, superiore a 300 kg, impresso alla maniglia ha strappato il corpo della pentola, lasciando i fori visibili. Questo dimostra la robustezza della saldatura che, nonostante lo sforzo, è rimasta intatta ed è stata addirittura in grado di spezzare il corpo della pentola.
Pentola dopo lo stress-test. Il carico statico, superiore a 300 kg, impresso alla maniglia ha strappato il corpo della pentola, lasciando i fori visibili. Questo dimostra la robustezza della saldatura che, nonostante lo sforzo, è rimasta intatta ed è stata addirittura in grado di spezzare il corpo della pentola.
“Un fattore molto importante da considerare è quello della stabilità di una pentola durante il suo utilizzo, per questo il fondo presenta una leggerissima concavità” – aggiunge Gianluca. La concavità ottenuta è in funzione del diametro, ed è studiata per garantirne la stabilità alle varie temperature di utilizzo. Il controllo qualità si basa su tolleranze massime di un millimetro.
Infine, gli oggetti sono sottoposti alle varie operazioni di finitura superficiale: lucidatura o satinatura che, oltre a eliminare eventuali imperfezioni, rifiniscono e rendono impeccabili le superfici e conferiscono i dettagli estetici progettati dal Centro Stile. I manici sono quindi applicati ai corpi delle pentole. La saldatura e la tenuta delle maniglie è di fondamentale importanza: basti pensare a quanto può pesare (ed essere pericolosa) un pentola di grandi dimensioni piena di liquido bollente. Le maniglie vengono quindi testate, in modo da assicurare che reggano fino a 3 volte il peso della pentola piena.
La marcatura con punzoni Sambonet e Paderno firma infine il prodotto finito, attribuendogli così un numero unico che permette il tracciamento di tutto il suo ciclo produttivo.
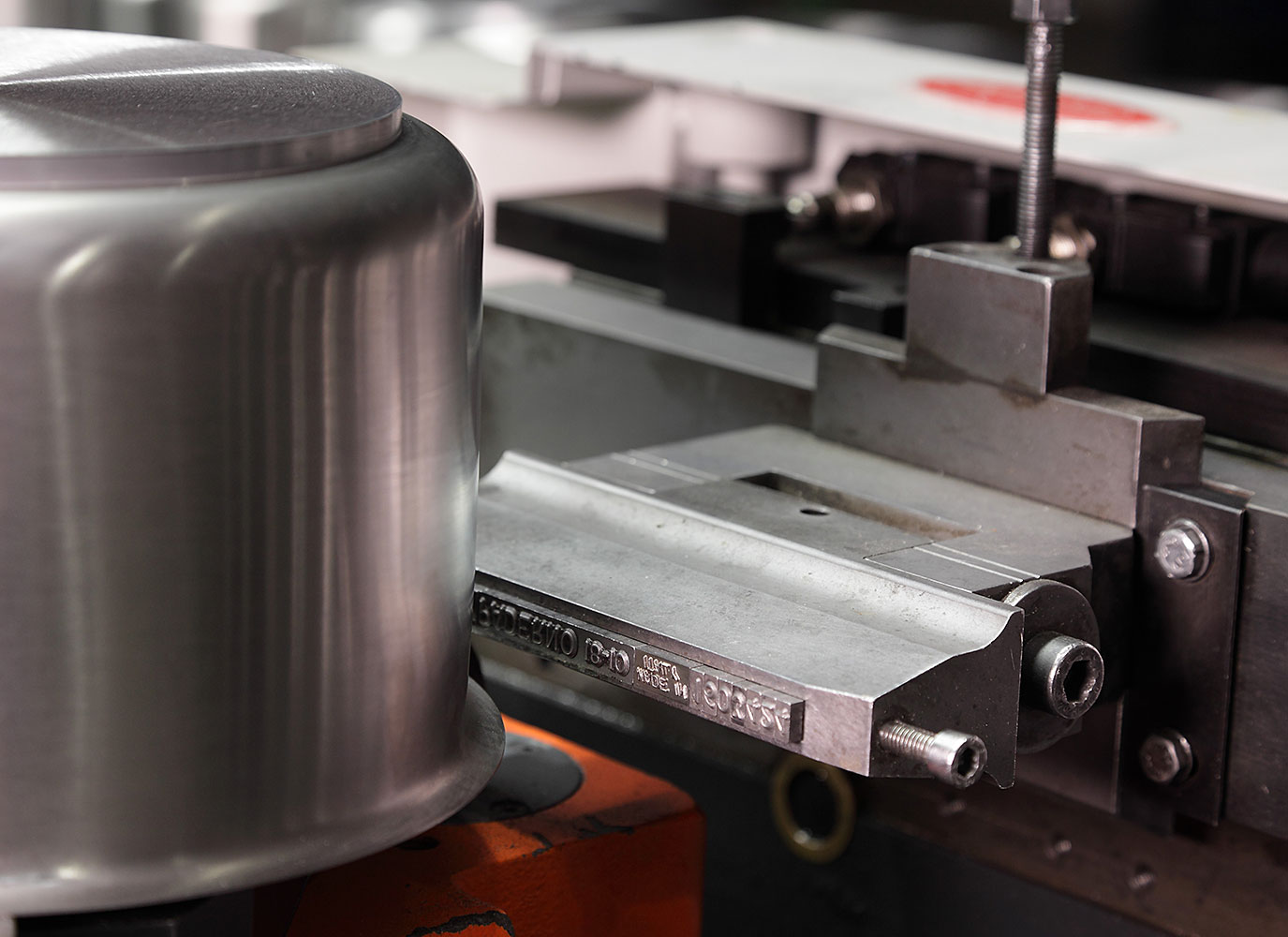
Marcatura finale con il logo Paderno e il numero seriale univoco

Dettaglio del numero seriale univoco